
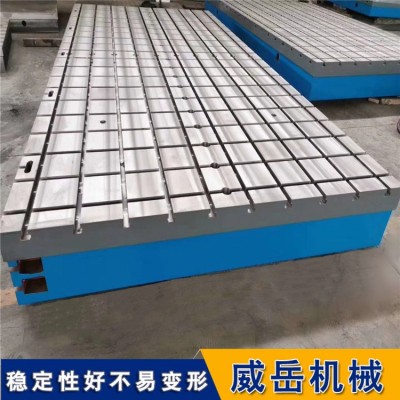


漲知識:五軸聯動鑄鐵地梁是如何傳動的?
鑄鐵地梁的工序要求及檢驗方法,細刮的目的在于增加表面精度,對尺寸的影響很小,所以要注意刃口的鋒利光滑,并跟平板傾角成5度。鑄鐵地梁刀跡要小,約3mm寬、6mm長,每刀都應該在點上,先在點前面落刀,在點中間用力下壓,過點抬起。刮時要按點的大小,亮暗而分輕重,大的亮點全刮,中等點中間挑開,分成兩個小點,小的黑點可以留著不刮,小的掉,這樣大刮研點變成小點,中刮研點分成兩個小點,原來的鑄鐵地梁小刮研點變成大點,原來沒有刮研點的地方也會出現點。細刮時應該注意溫度的變化,如果劃線平臺的熱處理做的很好,室溫變化不大,那么鑄鐵地梁基本不會產生變形,但某一部分被太陽光直接曬著,或者附近有火爐等熱源。
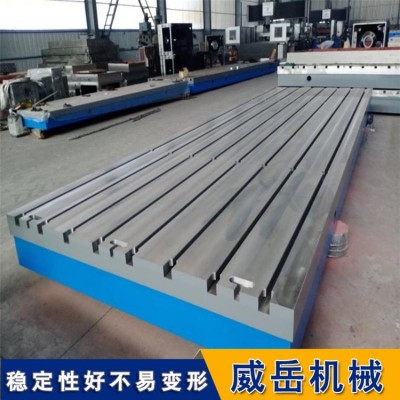
鑄鐵地梁刮研的點越多,刀跡應越小,吃刀也較輕,但也不能太輕,不然刮研點不深,顯示不明顯,而且點容易磨掉,一般在右。鑄鐵地梁互相研磨時,由于本身剛度和重量的影響,底部的支點(三條腿)上的受力,往往會產生平板的變形。細刮結束時,鑄鐵地梁每25mm2的方框中將有25~30個刮研點,承壓面積約20,平直性達到每300mm,誤差不大于0.0037mm。
檢測是確定鑄鐵地梁鑄件能否達到設計要求的必要工序與手段。鑄鐵地梁檢測通常分為下列幾類:表面問題檢測目測法、磁粉檢測、透檢測。鑄鐵平臺試驗棒檢測鑄鐵石墨形狀與結構的聲波法,鋼鐵材料、非鐵金屬的組織硬度渦流法。鑄鐵地梁內部問題檢測射線照相法、熒光顯示法、壓力檢測法檢查鑄件滲漏、組織致密程度
檢查鑄鐵地梁圖和鑄造工藝文件規定的全部尺寸。這種檢測方式適用于檢測:試生產鑄件的首件,成批或大量生產鑄件的隨機抽樣鑄件,單件或小批量生產的鑄件。檢測鑄鐵地梁圖和鑄造工藝文件規定的幾個控制尺寸這種檢測方式用于對在流水線上大批量生產的鑄件尺寸進行控制性檢測。對需要機械加工的劃線平臺鑄件的劃線檢測,檢測時應劃出機械加工基準線,必要時應對尺寸偏差較大的尺寸作適當的調整。對鑄鐵地梁加工過程中有爭議原因,提出解決措施,用于仲裁性檢測,找出爭議原因,提出解決措施,用專用的量具檢測全部劃線平臺的主要尺寸。
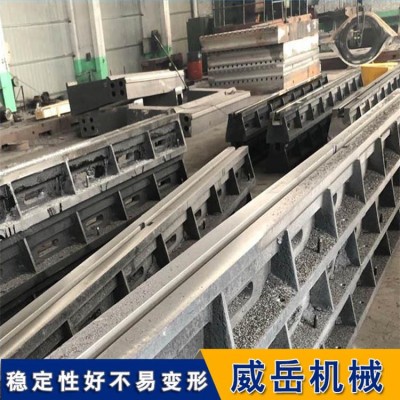
選擇鑄鐵地梁鑄造方法時,應遵循以下幾項原則:優先采用鑄鐵地梁砂型鑄造據統計,全部鑄件產量中有70~80的鑄件是用砂型生產的,而且其中70左右是用黏土使型砂主要原因是:鑄鐵地梁濕型砂鑄造較其他鑄造方法成本低,生產工藝簡單,生產周期短,適應造型條件的能力強。近代的高壓造型、型、氣沖造型、靜壓造型等新工藝,也都是以使用黏土濕型砂為前提的。
目前國內外鑄鐵地梁鑄造生產常用的工藝方法是砂型鑄造,其次是金屬型鑄造、失蠟(熔模)鑄造等。隨著鑄件質量、鑄鐵地梁鑄造生產環境鑄造自動化等要求的提高,鑄鐵地梁鑄造工藝技術正向著精化、自動化和清潔化的方向發展。19世紀末和20世紀上半葉,出現了很造方法如低壓鑄造、陶瓷型鑄造、連續鑄造、消失模鑄造等,在20世紀下半葉得到了完善和實用化。
聯系人威岳機械謝女士15350773479