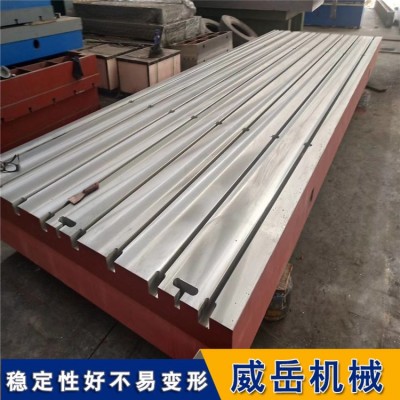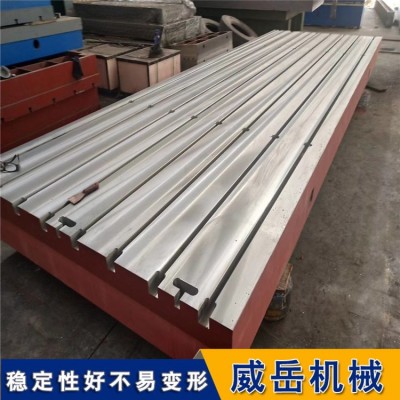



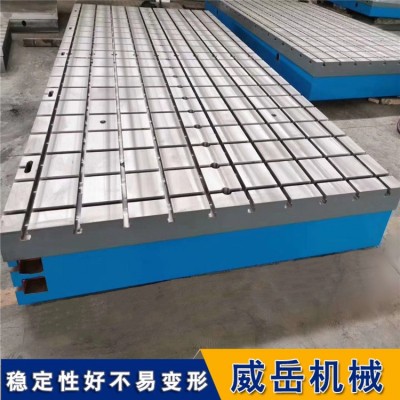

鑄鐵T型槽平臺(tái)未來(lái)發(fā)展的多樣性和性
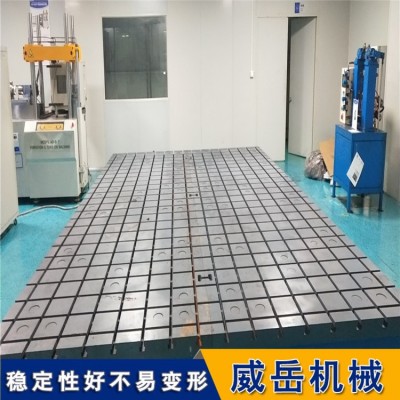
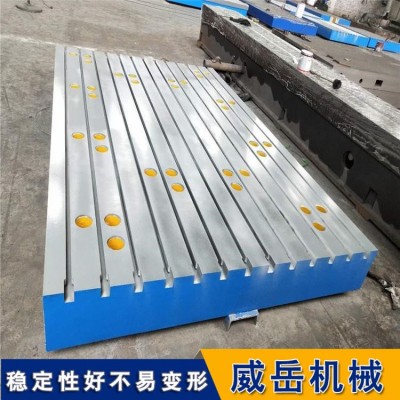
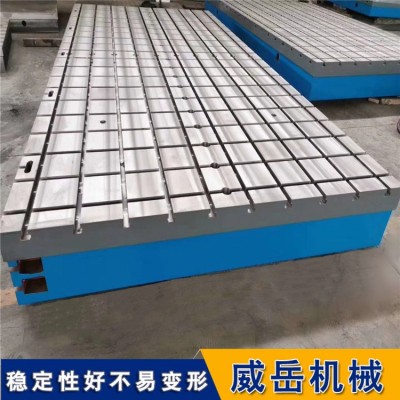
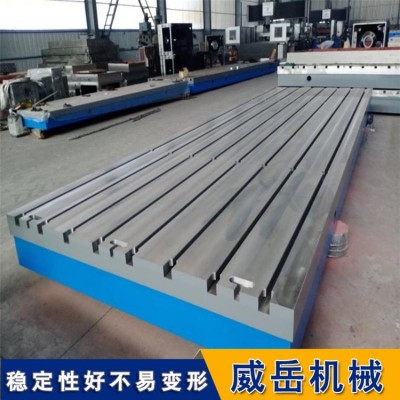
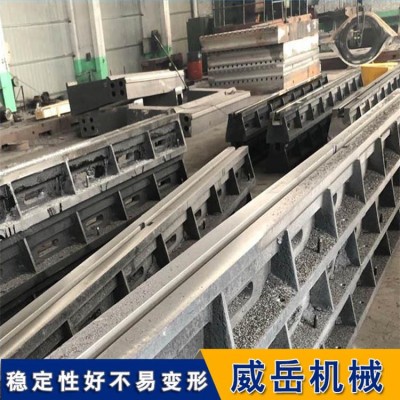
鑄鐵T型槽平臺(tái)工作面加工與T型槽粗糙度Ra≤3。其它加工面Ra6,執(zhí)行標(biāo)準(zhǔn)2009,鑄鐵T型槽平臺(tái)平面度誤差與須滿足圖紙要求。主要配置,地鉚器及相應(yīng)配件鉚焊平臺(tái)主要技術(shù)參數(shù)和要求,鑄鐵T型槽平臺(tái)單塊加工后保證圖紙要求的精度,鑄鐵T型槽平臺(tái)拼接后達(dá)到使用要求,所有工件在本廠鑄鉚焊平臺(tái)設(shè)計(jì)技術(shù)要求一般根據(jù)《機(jī)械行業(yè)標(biāo)準(zhǔn)》設(shè)計(jì),按標(biāo)準(zhǔn)制造,鑄鐵T型槽平臺(tái)等級(jí)有00、0、1、2、3、級(jí)及精刨,平臺(tái)制成筋板式和箱體式,工作面有長(zhǎng)方形、正方形或圓形,平臺(tái)的工作面采藝,工作面上可加工V形、T形、U形槽和圓孔、長(zhǎng)孔等等。鑄鐵T型槽平臺(tái)組織結(jié)構(gòu)稠密、表面光滑耐磨、粗糙度數(shù)值小,鑄鐵T型槽平臺(tái)經(jīng)長(zhǎng)期時(shí)效,內(nèi)應(yīng)力完全消失,材質(zhì)穩(wěn)定,不會(huì)變形,耐酸、耐堿、抗磁,不會(huì)受潮生銹,使用、維護(hù)方便,線脹系數(shù)小,受溫度影響小,工作面受碰撞或劃傷后,只會(huì)產(chǎn)生凹坑,不產(chǎn)生凸紋、毛刺,對(duì)測(cè)量精度無(wú)影響。
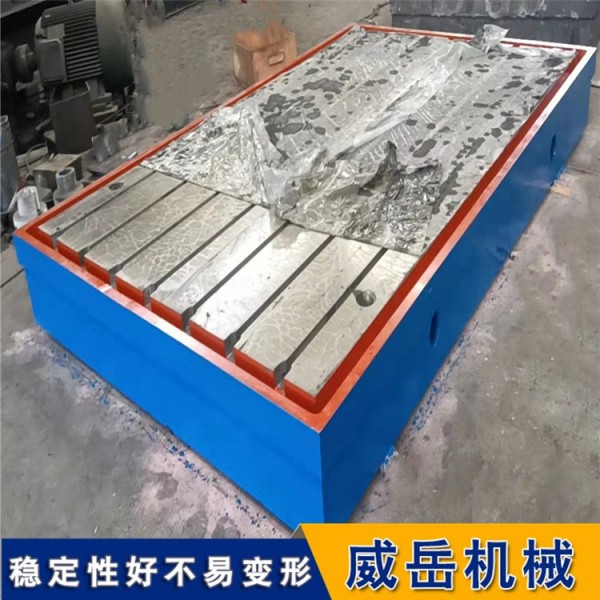
鑄鐵T型槽平臺(tái)的技術(shù)要求,花崗石平臺(tái)應(yīng)采用細(xì)晶粒、結(jié)構(gòu)致密的輝長(zhǎng)巖、輝綠巖、花崗石等材料制造,其工作面硬度應(yīng)大于70。鑄鐵T型槽平臺(tái)工作面的表面粗糙度Ra的允許值為0.32~0.63um,側(cè)面為10um。工作面的平面度公差的規(guī)定,非工作面上的凹陷或掉角允許修補(bǔ)。鑄鐵T型槽平臺(tái)對(duì)采用對(duì)角線法或網(wǎng)格法檢驗(yàn)花崗石平臺(tái)工作面平面度時(shí),應(yīng)檢驗(yàn)氣平面波動(dòng)量,工作面的平面波動(dòng)量的規(guī)定鑄鐵T型槽平臺(tái)側(cè)面對(duì)工作面的垂直度公差和平板兩相鄰側(cè)面的垂直度公差均按規(guī)定。鑄鐵T型槽平臺(tái)工作面中的集中載荷區(qū)域、施加的額定載荷和允許撓度值見(jiàn)規(guī)定。
鑄鐵T型槽平臺(tái)上不得有嚴(yán)重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹跡等問(wèn)題。鑄鐵T型槽平臺(tái)的檢驗(yàn)測(cè)量方法方箱工作面垂直度的檢定,(檢驗(yàn)?zāi)康?用組合發(fā)檢驗(yàn)測(cè)量方箱工作面的垂直度,鑄鐵T型槽平臺(tái)(檢定要求)工作面的垂直度均不超過(guò)規(guī)定,(檢定工具)平板、圓柱、表座、測(cè)微表,(檢定方法)將鑄鐵T型槽平臺(tái)檢定時(shí)使方箱任一面與平板工作面接觸,移動(dòng)專用表架(表架底面不允許呈凸形,在底座一長(zhǎng)50mm,直徑15~20mm的圓柱,圓柱的人素線直線度不超過(guò)2um)使表架底座的圓柱與方箱工作面接觸。將測(cè)得微表或千然后依次時(shí)針?lè)较驅(qū)⒎较淦渌齻€(gè)工作面與平板工作面接觸,并用同樣方法測(cè)得讀數(shù)a2、a3、a4,另兩個(gè)方向的八個(gè)角用法檢定,取其值的值為垂直度。
鑄鐵T型槽平臺(tái)的安裝說(shuō)明將支架放在合適位置,輕搖支架,如果不穩(wěn),調(diào)整支架底部的腳杯,直到支架穩(wěn)定,將平臺(tái)放在支架上。用卷尺測(cè)量平臺(tái)各邊到支架的距離,微調(diào)平臺(tái)或支架的位置,使鑄鐵T型槽平臺(tái)在支架上的位置接近中證各個(gè)支點(diǎn)均衡受力。再次從側(cè)面輕搖支架,確定支架放置穩(wěn)定。調(diào)平,初調(diào)各支腳,使各支點(diǎn)均勻受力,用水平測(cè)量?jī)x器檢測(cè)鑄鐵T型槽平臺(tái)水平狀況、微調(diào)相關(guān)支點(diǎn),直到符合水平位初次調(diào)平完成后,應(yīng)靜置24小時(shí),再次用水平測(cè)量?jī)x器檢驗(yàn)鑄鐵T型槽平臺(tái)的水平度。如果偏離水平,可重復(fù)校準(zhǔn)。確定才可使用。
聯(lián)系人威岳機(jī)械謝女士15350773479



擊旺旺交談/留言")