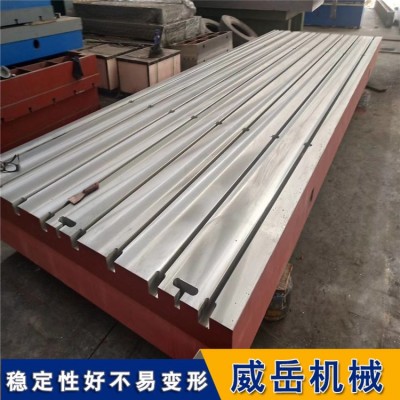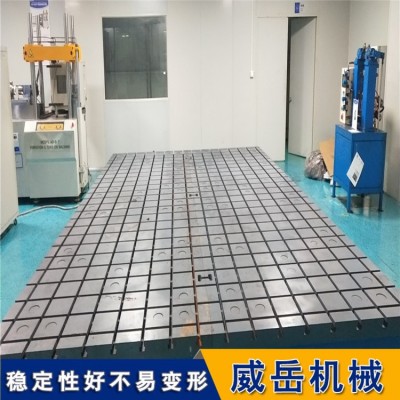
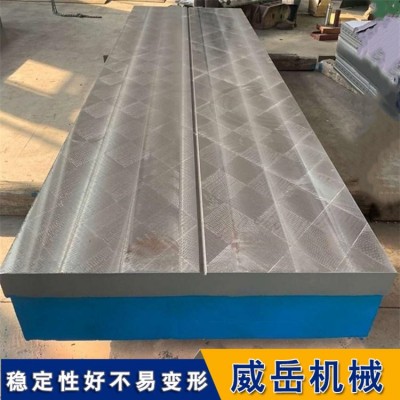

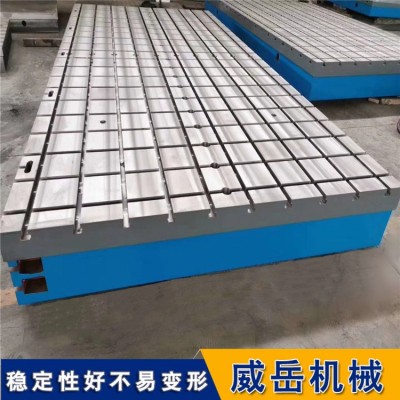

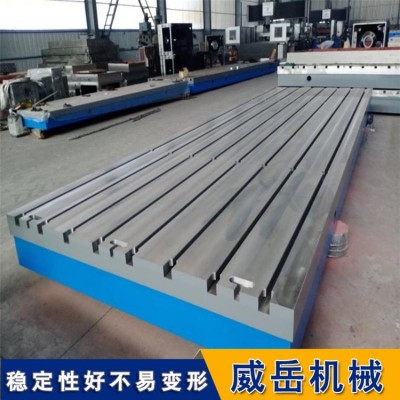
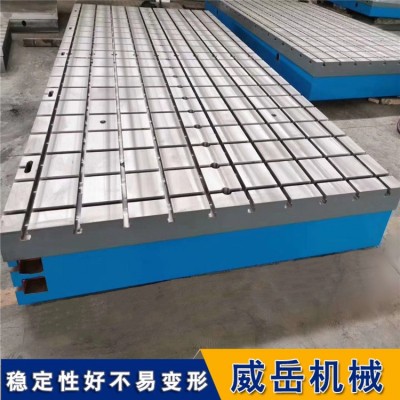

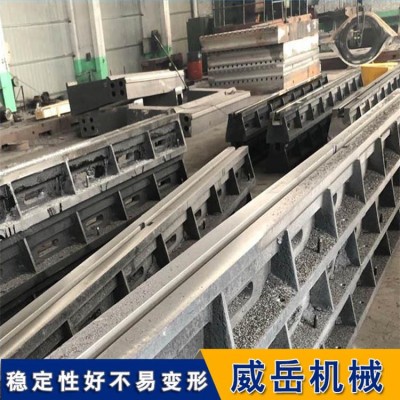
市場上急缺的綜合指數較高的鑄鐵試驗平臺有哪些不同
控制鑄鐵試驗平臺烘干范圍,鑄鐵試驗平臺砂型干燥不好也容易產生夾砂,為此砂型應有正確的烘干范圍,干燥爐開始不能升溫過快,否則會使砂型外的溫度差,以致開裂,保溫要有充裕的時間,以確保鑄鐵試驗平臺砂型烘干透徹,配箱后應盡快澆注,以免返潮。要想提高鑄鐵試驗平臺的質量先看鐵水上升速度,以下是鑄鐵試驗平臺的質量說明,鐵地板鐵水在砂型中應有較高的上升速度,以減低上砂型受烘烤的程度鐵水的上升速度與澆注方案有關。自下而上充型的傾斜澆般傾斜3°。能避免分散的鐵水流,利于鑄鐵試驗平臺砂型的排氣、減少鐵水對砂型的熱幅射和提高鐵水的上升速度。而平傲立澆的工高鐵水的上升速度。
選用恰當的澆鑄位置:鑄鐵試驗平臺鑄件的澆鑄位置須有利于鐵水平穩充型和型腔氣體的排除,否則,會導致夾砂的問題。采用適宜的鑄型,根據鑄件的大小選擇適宜的鑄型。鐵地板濕型一般適用于小件和平面不大、壁不厚的中件對于中、大的板類和用表干型和千型,一些大型鑄鐵試驗平臺可用熱膨脹小、導熱性好和熱容量高和石墨粉砂或耐火磚作下型,既能重復使用,又能地增加砂型的排氣,及時地排除型腔的水蒸汽及其它氣體能有利于鐵水的快充填和減輕高溫氣流對鐵地板砂表層的起拱作用,有分凝聚區的水量和使其位置內移。因此在砂型上多放明出氣冒口,分散排氣是重要的。
確保鑄鐵試驗平臺砂型的制造質量,砂型的制造質量涉及產生夾砂的“臨界時間”。如何精細地造型,提高砂型的整體強度,是防止夾搞好澆鑄工藝和操作,為了防止夾砂問題,在澆鑄工藝方面,應在保證不出現其它問題的前提下,力求用較低的澆鑄溫度作上,應避免斷流和盡量用較快的速度澆鑄。
怎樣防止鑄鐵試驗平臺的氣孔征及發現方法,篩狀氣孔比較均勻地分地分布于鑄件的整個或大部分斷面上。皮下氣孔離鑄件表面1~3mm處,出現密布的細小氣孔。用鑄鐵試驗平臺外觀檢查,機械加工,拋丸清理或磁力探傷可發現。
當鑄鐵試驗平臺鐵液中,氣體含量較多,并且鐵地板澆注溫度過低,析出的氣體來不及上浮和逸出鑄件時產生。爐料本身氣體含量高,或銹蝕嚴重,表面油脂物多。皮下針主要是由氫氣造成。硅可減少氧在鑄鐵中的含量,卻可增加氫含量,故高硅鑄鐵易出現氫氣孔。爐料中含有鋁時,也易產針。
爐料應進行妥善管理。對鐵地板銹蝕嚴重或表面油脂物多的爐料,要經過清理或處理后,方可使用。對本身氣含量高的爐料,應經重熔后,方可使用。爐前可加入適量的土,以便去氣。控制合適的鐵地板鐵液出爐溫度及澆注溫度。爐缸、前爐和鐵液包均需烘干。澆注時,要避免斷流。孕育劑應充分預熱。澆注時,須點火引氣。材質太硬或太軟。鑄鐵試驗平臺斷面的宏觀組織和微觀組織不符合標準或技術條件。用斷面觀察,化學成析,金相檢驗,硬度試驗等可以發現。鑄鐵試驗平臺碳硅當量偏低時,使材質偏硬,碳硅當量偏高時,則偏軟。鐵液過熱不適當。正確配料,并防止操作時竄料。控制合適的過熱溫度。遵守鑄鐵試驗平臺操作規程及正確處理前孕育。
聯系人威岳機械謝女士15350773479